Wood recycling: from waste to resource. Traditional or modern?

Waste wood is very complex in composition but contains many materials that, once recovered from the stream, can be used as secondary raw materials to manufacture new products, extending the lifecycle of wood. It consists of processed wood and non-processed fractions, the latter of which is of particular interest for recyclers and particleboard manufacturers. Non-processed wood fractions come with the necessary composition and quality requirements to be used in the production of high-quality particleboards, but processed wood also contains material that plant operators can flexibly target, recover or remove, such as medium-density fibreboard (MDF), plywood, oriented-strand board (OSB), or coated materials.
Recyclers and particleboard manufacturers can reap numerous operational benefits when diverting recyclable wood from waste streams that would end up being burnt, therefore reducing atmospheric carbon. To do so, they require innovative sorting solutions capable of detecting impurities of all types and sizes, even by wood types.
High-precision sorting processes are decisive for the quality of the end product and the amount of recycled content new products contain. The market is saturated with solutions to separate non-processed wood from waste. Particleboard manufacturers and recyclers face the challenge of finding solutions and equipment that are suitable for their requirements and within their capital expenditure budget.
Conventional sorting methods
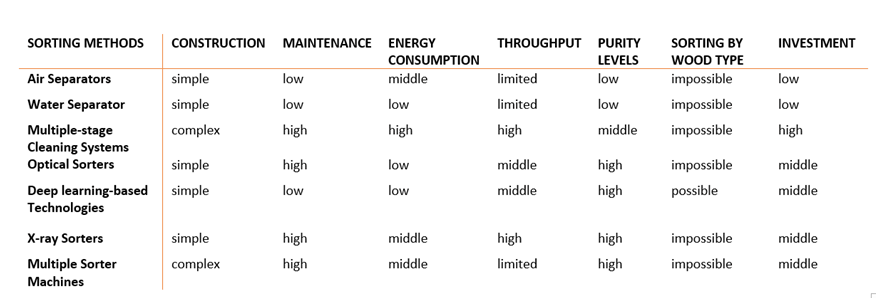
Many particleboard manufacturers producing at an industrial scale rely on a multitude of systems to effectively sort wood — some requiring large-scale investment and vast amounts of space.
Multiple-stage cleaning systems: Multiple-stage cleaning systems are one method to sort the waste wood after it has been collected and cut into smaller pieces. With heights reaching up to 40m, such systems combine numerous techniques working top-down and removing contaminants such as metals, inert material, heavy metals, and many more from the infeed stream. While it is possible to process up to 50 metric tonnes of waste wood per hour, multiple-stage cleaning systems only remove larger impurity fractions. To remove the remaining impurities, operators must often add additional systems such as air separators or optical sorters at the end of the processing line for further purification.

Air separators: Air separators can be used to clean wood chips using blasts of air as materials are transported on a conveyor belt. Lighter wood chips targeted by the airstream continue for processing, while heavier fractions are collected in a separate chamber. Although a vast number of contaminants can be removed with air separators, the level of precision and purity achievable is limited. Impure materials with the same density as wood go undetected, like compound wood materials such as wood chips with nails, coatings, or metallic pieces. For small plants, air separators may be a more favourable option, both economically and due to fewer maintenance requirements.
Water separators: Another solution processors have tried is using water separators based on a sink-float method. Wood chips are fed into a water tank, where the forces of gravity cause lighter fractions to float and heavier materials such as stone, metals and glass to sink. The lighter fractions are then transported by a conveyor belt for further processing. For small-scale production, this is a reliable method that requires simple construction and little maintenance. It is, however, very limited in functionality and performance. Like air separators, the system can only separate light wood fractions and is not capable of sorting processed from non-processed wood materials.
Intelligent sorting solutions
In the face of the current market demand to manufacture high-quality particleboards with up to 100% recycled content, conventional sorting methods are not up to scale. Advanced sorting technologies are needed to remove more impurities and sort wood chips by type. Innovative, intelligent sorting systems are the solution to this challenge and support operators in their pursuit of greater efficiencies and better product qualities.
X-ray technology: To achieve higher purity levels, the first step is to extract metals, glass, and inert materials of all sizes from waste wood. Sorting units working with x-ray transmission technology provide an alternative to multiple-stage cleaning systems and conventional methods. They accurately sort materials based on their atomic density and create a highpurity pre-sorted wood chip fraction suitable for further purification.
Optical sorters: Once waste wood is presorted, optical sorters come into play. These sorting units use near infrared (NIR) technology to distinguish materials based on their spectral information. Combined with additional technologies, such as colour sensors and illumination units, optical sorters can separate wood A and wood B and remove impurities such as plastics to bring the quality of recyclable wood to a new level.
Multiple technology machine: Today, there are machines that combine x-ray and optical sensor technology that are ideal for small plants. While all-in-one machines are optimal for restricted spaces, there is a significant compromise on throughput and performance levels.
Optical sorters with deep learning: Considered a groundbreaking innovation for previously hard-to-solve sorting tasks, optical sorters with deep learning technology enable the separation of different types of wood. It utilises the power of its artificial neural networks that hold a pool of object information based on which the system identifies and sorts wood by material type, such as non-processed and processed wood, including MDF.

With today’s dynamic and demanding market, TOMRA have expanded its portfolio to offer a wood sorting solution to bring waste wood full circle, particularly with the X-TRACT sorting system for more than 10 years. X-TRACT is a sorting unit that sorts materials by their atomic density even at a high throughput of up to 30 metric tonnes per hour, regardless of material thickness. It removes impurities down to 5mm in size, preparing wood chips for further processing.
While the system excels at creating highpurity fractions of waste wood for energy recovery, an additional technology is required to sort recycled wood materials by type for the wood-based panel industry. Therefore, our in-house team of software engineers and application specialists have developed our new deep learning-based application for wood.
GAIN, an add-on for our AUTOSORT units, uses artificial neural networks trained with thousands of images to separate non-processed and processed wood. It also enables plant operators to define different combinations of materials they want to sort, giving them more flexibility and a future-forward solution.
Developing the right recipe
Deep learning technologies are becoming a decisive element in the entire recycling sector. To date, this technology is still in its infancy but provides greater flexibility to waste wood processors who can go beyond recovering non-processed wood from processed wood. Another sorting task that will increasingly gain importance is the recovery and subsequent recycling of MDF.
The sorting options and material combinations that deep learning offers are endless. Today, an extensive product portfolio of sorting equipment and technologies already exists to meet future demands.
Operators that use deep learning technology gain more control over their sorting tasks and can develop the ideal recipe for their business. We advise plant operators to identify their goals and define the right equipment needs for the respective application. Together, we weigh the pros against the cons of the systems available, including the overall environmental footprint, which unconditionally impacts the plant’s sustainability.
To close, I encourage the industry to keep a close eye on the latest innovations — it is worth considering these technologies since they are key to increasing profits and optimising operations. In the next issue, we will look at the new buzz and promising technology of deep learning.