Inside reverse vending machines

More than 50 markets across the globe now have deposit return systems up and running, and as these drink container recycling programs have grown in popularity, so too has the use of reverse vending machines (RVMs). Deposit return systems – usually mandated by law – encourage and incentivize recycling by adding a deposit to the price of a drink. This is paid back to the consumer when they return their empty bottle or can to a retailer or collection point for recycling.
RVMs were designed to automate that process, making drink container returns quicker and more efficient for the retailer and consumer than manual handling of containers. Consumers can put drink containers into an RVM and it will do the rest – scanning, sorting, handling and refunding the deposit.
Inside reverse vending machines is where the magic happens, because behind this simple and highly effective concept is a story of decades of innovation, research and development.
Using a reverse vending machine
TOMRA’s reverse vending machines vary in size to suit different requirements, from small convenience stores to hypermarkets (RVMs often located in retail sites) or even large bottle depots. Solutions range from a compact RVM with a footprint of less than 1 square meter, to high-capacity reverse vending systems that can collect more than 100 containers at once and process millions of containers per year. There are also industrial, bulk solutions for counting and sorting centers.
What’s inside reverse vending machines?
Consumers only see the front end of the reverse vending machine, but that’s just the beginning. What happens behind the scenes is the truly impressive part, says Mickaël Fontaine, Head of Technology at TOMRA Collection. “The consumer-facing part of a reverse vending machine has a fairly simple, easy-to-navigate design, making the process easy and ensuring the user has a great recycling experience.”

This minimalist façade is deceptive – because behind where you insert your containers lies a highly sophisticated system inside the reverse vending machine, packed with cutting-edge technology.
Mickaël Fontaine continues, “Even the smallest machines have an array of intelligent and pioneering tools. The larger machines have all this and more, from high-speed recognition hardware and advanced embedded software, to vast backroom systems for collecting and sorting multiple material types at high volume.”
Identifying drink containers
Reverse vending machines must quickly and accurately identify the containers that have been inserted. This means the quantity and type of containers can be tracked, allows the correct deposit refund to be paid to the consumer, and ensures only eligible containers from the local deposit return system are accepted.
The recognition process inside the reverse vending machine begins before the bottle or can has even left the recycler’s fingers, in a tight collaboration between software and electronics/optics hardware. While the object is still in hand, the reverse vending machine detects the container’s barcode and security mark. Once the recycler releases the container, the machine detects its length, weight, shape and material. This instant recognition comes from TOMRA Flow Technology™ and its 'OneRing' – a system of six cameras, on all sides, in a ring formation, taking up to 1500 photos per second, located just inside the container in-feed cone. An additional seventh camera detects the shape parameters of the container, and is responsible for object tracking while the container is in the in-feed area behind the OneRing.

The RVM’s software can then understand whether it’s interpreting a barcode or QR code, the brand of the container, and build up a mathematical structure for what kind of container was just inserted – and then search in a database for whether it is a container that can be accepted. Different deposit return systems have different requirements, and the software has multiple extensions and plug-ins for ensuring the RVM technology can be used in different markets, and exchange data with different point-of-sale systems.
All the way on its journey through the reverse vending machine, the drink container is subject to strict object tracking, to ensure accuracy of the deposit refund. The sensor technology knows the shape and size of the bottle, its speed, and when it will arrive at the next location – and can detect if something has changed during that sequence. If a container is slightly dented, it will have a different behavior from the normal sequence, and can have a different arrival time, and as such the software factors in an expected window of time around that. The calculations for how the container will move through the reverse vending machine start as soon as the container is released from the recycler’s hand. Re-calculations are made if the recycler touches the container again or if the sensors detect fraud attempts.
Mickaël Fontaine explains, “TOMRA’s engineers have spent decades refining and advancing the hardware and software that drive this process, and what they have achieved is incredible.”
The sensor technology inside TOMRA’s reverse vending machines has advanced significantly. Laser recognition has been introduced, video cameras have been brought in – first for pattern recognition and later for continuous video surveillance, helping to boost accuracy and spot irregularities.

“An especially pivotal moment for us was the introduction of TOMRA Flow Technology in 2013, and its 360-degree instant recognition. This was a world first, eliminating the need for the reverse vending machine to stop and rotate the container in order to scan the barcode, which saves valuable time and ensures a continuous flow of containers,” adds Mickaël Fontaine.
“Another particularly significant innovation was TOMRA True Vision™, our crate recognition technology, which is the most advanced technology of its kind. It uses unique and patented optics and light-source systems, providing high-quality images and data to facilitate rapid recognition of entire crates of returned bottles, processing up to 21 crates per minute.” TOMRA True Vision uses stereo imaging to measure the length, width, height and corner properties of crates, and the dimensions of the bottles the crates contain.
More recently, in 2019, TOMRA’s innovators rose to the challenge of creating a cutting-edge new machine called TOMRA R1, a multi-feed reverse vending machine that accepts more than 100 containers at once. Here, consumers pour in entire bags of containers rather than inserting the containers one by one, for a faster and more convenient recycling experience, that also avoids sticky hands.
TOMRA R1 has been a game-changer when it comes to consumer convenience and further improving the overall recycling experience.

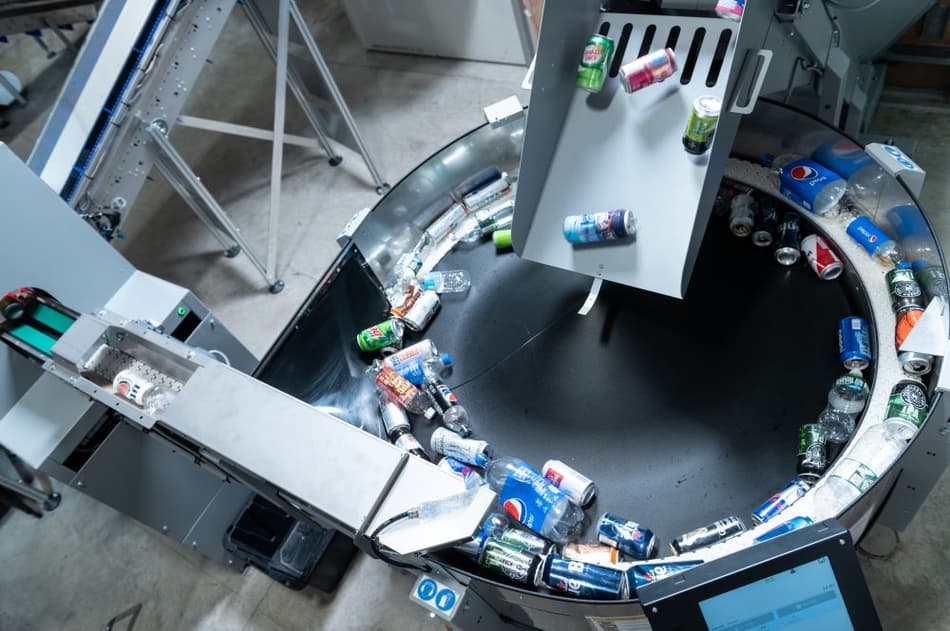
The technology behind this was inspired by TOMRA’s industrial-grade equipment for counting and sorting, which uses a ‘singulator’ to line up containers in single file ready for recognition. This "bulk" technology was adapted to make it consumer-friendly and suitable for a smaller retail space. The multi-feed recycling experience has proven immensely popular and there are now hundreds of TOMRA R1 machines in use worldwide.
Time to sort
The next crucial stage inside reverse vending machines is sorting the materials that have been collected. Once an RVM has identified the material type, the precise sorting directs the beverage container to a storage area, where there are designated collection bins for different material types. This storage area might be located in a separate "backroom" area behind a wall in a store for a modular reverse vending system, or in the case of a standalone (or "all-in-one") reverse vending machine the storage might be located just below the container in-feed.



Sorting needs vary between different markets, in line with their own deposit return system requirements. For example, some deposit systems require glass, cans, plastic and liquid paperboard to be separated in different storage cabinets in the reverse vending machine. Others allow some materials to be commingled in one storage cabinet.
Some of TOMRA’s RVMs can be equipped with up to seven high-capacity storage cabinets, and the modular design of this backroom container collection area means retailers can configure the storage area to suit their store size and layout (such as bending around walls and posts).
Some deposit return systems also include refillable containers (such as plastic and glass), and the reverse vending machine’s sorting technology can ensure these are directed to their own separate collection area. When collection of refillable glass containers is required, TOMRA’s RVMs can be fitted with tables or “SoftDrop” areas, to which the containers are separately and gently moved, to avoid breakage and ensure safety.

The software controls the destination for each container. If the hardware detects that that one of the cabinets is open (for example, for emptying of the storage bin), the software can make the decision that re-routing to another destination is temporarily acceptable.
Maximizing capacity
A third key function performed inside reverse vending machines is compaction or crushing of the drink containers. This serves two important purposes.
Firstly, compaction “devalues” the redeemed containers and prevents them from being redeemed a second time, since they no longer have the correct shape and size for container recognition. In high-performing deposit return systems, containers are counted electronically, the transaction is recorded, and the return data is reconciled with the sales information received from beverage producers. Devaluation by the retailer is an essential part of this process, so that they can gain their deposit repayment.
Secondly, compacting containers significantly reduces their size. For example, PET bottles will be 2.5 times smaller and aluminum cans six times smaller once compacted. This means more containers can be stored in the reverse vending machine storage cabinets before changing out the bins, and more containers can be transported (for example, in collection trucks) each time materials are picked up. Not only does this save valuable space, it also reduces transportation costs and greenhouse gas emissions, as fewer trips are required.

Collaboration between hardware and software
It’s not just the hardware inside reverse vending machines that feature advanced technology.
On embedded software, TOMRA reverse vending systems have a distributed controlling system with nodes talking to each other over a standardized bus technology – a high-speed technology to send messages from one hardware part to another. This distributed node system is part of an item tracking system to enable precise image recognition and sorting.
The software powers, for example, the content of the reverse vending machine screen facing the consumer, for different phases in the recycling sequence: the idle screen between consumer recycling sessions, welcome screen when the session begins, and a thank-you screen. The software also does all the calculations of the container deposit refund at the end of a consumer’s recycling session, explains Mickaël Fontaine.
Today’s RVMs are also online and feature an Internet of Things platform, providing real-time data to the system administrator, operators and regulators. We are always working to advance the capabilities of our RVMs, ensuring they provide maximum value today and in the future.

“Our API (application programming interface) integrations are a great example of this. They enable retailers to integrate their RVMs with their existing digital management system, which helps them to optimize RVM operations and maximize returns. We have also developed a range of digital tools that enable retailers and consumers alike to get the most out of their recycling experience.”
Digital tools inside TOMRA’s reverse vending machines include:
- Notify+Assist: Providing a real-time overview of daily activity and trends, making it easier for retailers to plan staff’s time and RVM maintenance.
- Voucher Control: Ensuring deposit refunds are only redeemed once and allowing customers to redeem refunds across the retail chain.
- Reports: Identifying usage insights, helping to facilitate better management, plan smart staffing and reduce queuing time.
Two additional tools provide added value for the end user as well as the retailer:
- myTOMRA: Making recycling fun and more convenient through a user-friendly app that helps customers find RVM locations, see the machines' status, track their recycling achievements, and collect their deposit refunds digitally.
- In-store marketing: Providing additional opportunities for retailers to connect with consumers during the recycling experience:
- Displaying marketing material or videos on the RVM screen.
- Offering donation programs that allow customers to give their deposit to charity.
- Printing promotional vouchers on RVM deposit receipts, so shoppers get savings while retailers encourage return visits.

A culture of innovation inside reverse vending machines
TOMRA’s first RVM was installed in 1972 and since then the company has strived to innovate and future-proof their solutions by continually monitoring market trends and assessing retailer and customer needs.
“TOMRA invests 8% of its yearly revenue in research and development (R&D), backed by a team of talented engineers who are driven by their genuine passion for recycling technology. That’s the reason we are a preferred partner to retailers and why we now have approximately 82,000 reverse vending installations around the world,” concludes Mickaël Fontaine.
The next time you return a bottle or can for recycling, take a minute to think about the impressive technology inside reverse vending machines, which helps to fuel the success of the world’s deposit return systems, making a positive difference across communities, businesses and the planet.
Learn more about TOMRA's reverse vending technology

Sensor technology in reverse vending

50 years of TOMRA's reverse vending innovation

Reverse Vending Machines